Los modos de transferencia para la soldadura MIG juegan un papel importante en el nivel de calidad y productividad que se puede obtener en una operación de soldadura. Los modos están influenciados por la fuente de energía, los parámetros de soldadura (amperaje y voltaje) y el gas de protección. También tienen un impacto en la soldabilidad del alambre de soldadura o, en otros términos, su facilidad de uso, el rendimiento del arco, la apariencia del cordón y más.
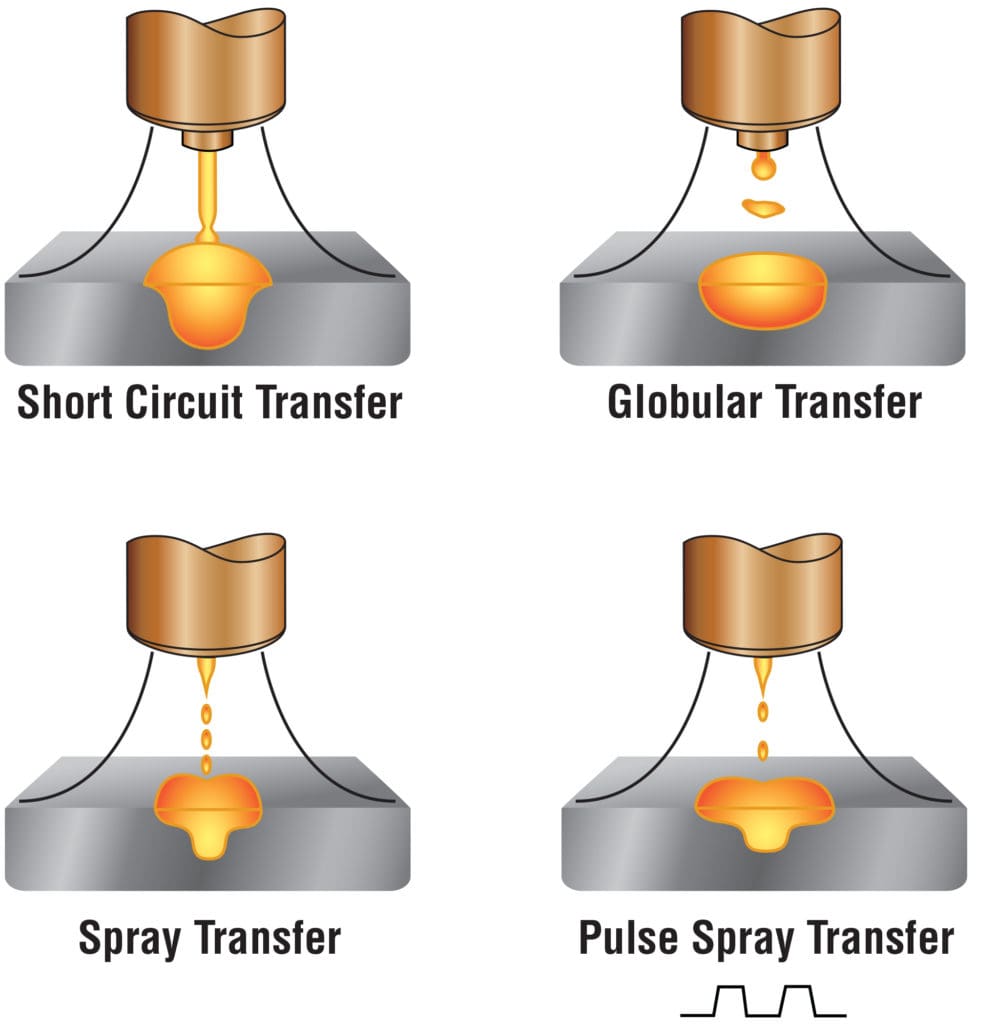
Existen cuatro modos de transferencia principales para la soldadura MIG, cada uno de los cuales tiene sus propias características, limitaciones y mejores aplicaciones. Cada uno también afecta la selección del alambre de soldadura y la fuente de alimentación que se utiliza. La transferencia por cortocircuito, globular y por pulverización se basan en una fuente de alimentación de voltaje constante (CV), mientras que lograr un modo de transferencia por pulverización pulsada requiere una fuente de alimentación más avanzada con formas de onda pulsadas específicas.

Es importante recordar usar los diferentes modos con los parámetros adecuados y alinearlos con la aplicación adecuada para obtener los mejores resultados.
Transferencia de cortocircuito
Durante el modo de soldadura de transferencia de cortocircuito, el alambre de soldadura toca el material base, creando efectivamente un cortocircuito desde el contacto eléctrico que transfiere el metal de soldadura a la unión. El cortocircuito se produce entre 90 y 200 veces por segundo.
Este modo de transferencia opera con parámetros más bajos (voltajes y velocidad de alimentación de alambre) y también genera tasas de deposición más bajas, lo que lo convierte en un proceso más lento que otros. Sin embargo, es una opción versátil para soldar en todas las posiciones y en materiales más delgados (generalmente 1/8 de pulgada o menos), especialmente cuando se usa alambre sólido. El alambre con núcleo de metal también se puede usar en este modo. Para ambos cables, el modo se puede utilizar con una mezcla de gas de protección de aproximadamente 75 % de argón y 25 % de CO 2 .
El modo de transferencia de cortocircuito también se puede usar para soldar materiales más gruesos, pero debido a sus parámetros de soldadura más bajos, puede ser propenso a la falta de fusión y penetración. Por el contrario, la menor entrada de calor puede ayudar a reducir la distorsión. Este modo es propenso a crear salpicaduras según el grosor del material, lo que puede hacerlo menos atractivo para los operadores de soldadura y puede aumentar la limpieza posterior a la soldadura.
En términos de técnica, el cortocircuito es relativamente fácil de manejar para los operadores de soldadura, aunque puede implicar cierta manipulación cuando se suelda verticalmente. Por lo general, requiere una distancia entre la punta de contacto y el trabajo (CTWD, por sus siglas en inglés) más estrecha y uniforme debido a los ajustes más bajos y fríos en los que opera.
Transferencia
globular El modo de transferencia globular opera en un estado entre cortocircuito y transferencia por pulverización. Durante la soldadura, grandes gotas o grumos del alambre de soldadura, generalmente de forma irregular y más grandes que el diámetro del alambre, se transfieren a través del arco hacia el baño de soldadura. Esta transferencia ocurre a velocidades y voltajes de alimentación de alambre más altos que la transferencia por cortocircuito. Esto ayuda a aumentar la productividad, pero el modo tiende a generar salpicaduras que deberán eliminarse y pueden ser engorrosas para el operador de soldadura.
Existen cuatro modos de transferencia principales para la soldadura MIG, cada uno de los cuales tiene sus propias características, limitaciones y mejores aplicaciones.
Debido a que el modo de transferencia globular opera con parámetros de soldadura más altos que aumentan la entrada de calor, los operadores de soldadura pueden extender su CTWD entre 3/4 y 1 pulgada.
El modo de transferencia globular se empareja con alambres de soldadura con núcleo de fundente protegidos con gas (FCAW) que usan 100 % de CO 2, lo que lo convierte en un proceso relativamente económico y se puede usar para soldar materiales base de 1/8 de pulgada o más gruesos. Los alambres FCAW producen escoria que los operadores de soldadura deben eliminar manualmente.
Transferencia
por rociado Los operadores de soldadura a menudo citan el atractivo del modo de transferencia por rociado como bastante alto, ya que es un proceso fácil y fluido de usar; proporciona un arco estable y suelda más rápido que otros modos de transferencia. Como su nombre lo indica, el modo de rociado genera un rociado de gotas diminutas (más pequeñas que el diámetro del alambre) a través del arco hacia el baño de soldadura, lo que aumenta las tasas de deposición, brinda una buena fusión y penetración, y genera pocas salpicaduras. El modo de transferencia también genera una buena apariencia del cordón de soldadura.
El modo de transferencia por aspersión funciona con amperajes y voltajes bastante altos, por lo que es capaz de alcanzar niveles más altos de productividad. Emparejamiento del proceso con un alambre con núcleo de metal para soldadura plana y horizontal puede aumentar aún más esa productividad debido a la capacidad de lograr velocidades de desplazamiento rápidas y minimizar las salpicaduras. Eso elimina o reduce en gran medida la necesidad de una limpieza posterior a la soldadura.
Generalmente, el modo de transferencia por aspersión se usa en material de 1/8 de pulgada y más grueso y es adecuado para acero al carbono y aluminio. Puede operar a voltajes relativamente altos con un 80 % de argón y un 20 % de CO 2 sin demasiado riesgo de socavar; sin embargo, este defecto puede ocurrir si el arco se vuelve demasiado largo.

Saber qué metales de aporte se deben usar con cada modo de transferencia de soldadura y las ventajas y limitaciones de cada proceso puede ayudar a los operadores de soldadura a obtener una calidad de soldadura uniforme.
Transferencia de rociado pulsado
Al soldar en el modo de transferencia de rociado pulsado, los operadores de soldadura notarán una clara diferencia de sonido en comparación con otros modos. Este es el resultado del ciclo de la fuente de alimentación entre una corriente o voltaje pico alto y una corriente de fondo baja. La corriente máxima arranca una pequeña gota de alambre y la impulsa hacia el baño de soldadura, mientras que la corriente de fondo baja no genera transferencia de metal de soldadura. Este ciclo ocurre entre 30 y 400 veces por segundo.
Si bien requiere un conjunto de habilidades más alto para soldar aluminio en el modo de rociado pulsado, es más fácil en otros materiales. El operador de soldadura puede obtener un buen control sobre el inicio y la detención del arco y, en última instancia, sobre la apariencia del cordón de soldadura. Una menor entrada de calor también reduce la oportunidad de distorsión.
El modo también ofrece velocidades de viaje más rápidas y niveles de salpicaduras más bajos que otros modos, los cuales respaldan las iniciativas de productividad. La combinación de este proceso con alambre con núcleo de metal permite soldar fuera de posición y obtener los beneficios de este metal de aporte: altas tasas de deposición, pocas salpicaduras y buen puenteo de espacios, por nombrar algunos. También se puede emparejar con éxito con cables sólidos. Las mezclas de gas de protección para ambos pueden variar según el cable específico, pero incluyen mezclas de argón al 80 % o más.
La transferencia de rociado pulsado generalmente requiere un CTWD de 3/4 de pulgada para obtener el mejor rendimiento y resultados consistentes.
poniéndolo a trabajar
Saber qué metales de aporte se deben usar con cada modo de transferencia de soldadura y las ventajas y limitaciones de cada proceso puede ayudar a los operadores de soldadura a obtener una calidad de soldadura uniforme. Si bien ciertos modos pueden ser más lentos que otros, cada uno tiene su lugar en una operación de soldadura determinada. Es importante recordar usar los diferentes modos con los parámetros adecuados y alinearlos con la aplicación adecuada para obtener los mejores resultados.
Copiado de https://www.hobartbrothers.com/2021/08/welding-transfer-modes-tips-for-achieving-the-best-results/

